Certified in Planning and Inventory Management (CPIM 8.0) Questions and Answers
A logistics manager Is faced with delivering an order via rail or truck. Shipping via rail costs S300 and takes 14 days. Shipping via truck costs $600 and takes 3 days. If the holding cost is $40 per day, what is the cost to deliver the order?
Options:
$340for rail,$600 for truck
$340for rail.$720 for truck
$860for rail,$720 for truck
$860for rail.$600 for truck
Answer:
CExplanation:
The cost to deliver the order consists of two components: the shipping cost and the holding cost. The shipping cost is the amount paid to the transportation mode for moving the order from the origin to the destination. The holding cost is the amount incurred for storing the order until it is delivered to the customer. The holding cost depends on the delivery time, which is the number of days it takes for the order to reach the customer. The longer the delivery time, the higher the holding cost. The shipping cost and the holding cost for each transportation mode are calculated as follows:
- Shipping via rail:
- Shipping via truck:
Therefore, the cost to deliver the order via rail is $860, and the cost to deliver the order via truck is $720. References: Transportation Costing | APICS Dictionary Term of the Day, APICS CPIM 8 Planning and Inventory Management | ASCM
Which of the following actions will result In lower inventory levels?
Options:
Level load the master production schedule (MPS).
Reduce replenishment lead times.
Increase customer service level.
Decentralize inventory locations.
Answer:
BExplanation:
Reducing replenishment lead times will result in lower inventory levels because it means that the time between placing an order and receiving the goods is shorter. This reduces the need to hold excess inventory to cover the uncertainty and variability of demand and supply. Reducing replenishment lead times can also improve customer service levels, as orders can be fulfilled faster and more reliably. Level loading the master production schedule (MPS), increasing customer service level, and decentralizing inventory locations are all actions that will increase inventory levels, as they require more inventory to buffer against fluctuations in demand and supply, and to ensure availability at multiple locations. References: Inventory Management: Lead Time Reduction, APICS CPIM 8 Planning and Inventory Management | ASCM
Which of the following items does the master scheduler have the authority to change in the master scheduling process?
Options:
Product mix
Aggregate volume
Engineering change effectivity date
Customer order quantities
Answer:
AExplanation:
The master scheduler has the authority to change the product mix in the master scheduling process. The product mix is the combination and proportion of different products or product families that the company offers to its customers. The master scheduler can adjust the product mix based on the customer demand, the production capacity, the inventory levels, and the strategic objectives of the company. The master scheduler can also use the product mix to balance the demand and supply, to optimize the resource utilization, and to maximize the profitability. The other options are not correct, as they are items that the master scheduler does not have the authority to change in the master scheduling process, but rather inputs or constraints that the master scheduler has to follow or consider:
- Aggregate volume is the total quantity of products or product families that the company plans to produce and deliver in a given period. Aggregate volume is determined by the sales and operations planning (S&OP) process, which involves the senior management and the functional managers of the company. The master scheduler has to align the master production schedule (MPS) with the aggregate volume, and cannot change it without the approval of the S&OP team.
- Engineering change effectivity date is the date when a change in the design or specification of a product or a component becomes effective. Engineering change effectivity date is determined by the engineering department, which is responsible for the product development and innovation. The master scheduler has to incorporate the engineering change effectivity date into the MPS, and cannot change it without the approval of the engineering department.
- Customer order quantities are the amounts of products or product families that the customers order from the company. Customer order quantities are determined by the market demand and the customer preferences. The master scheduler has to satisfy the customer order quantities as much as possible, and cannot change them without the approval of the customers or the sales and marketing department. References:
- [CPIM Part 2 - Section A - Topic 1 - Sales and Operations Planning]
- Master Production Schedule (MPS)
- Product Mix
- Aggregate Planning
- Engineering Change Management
- Customer Order Management
A company selling seasonal products is preparing their sales and operations plan for the coming year. Their current labor staffing is at the maximum for their production facility and cannot meet the forecasted demand. The business plan shows they do not have the financial capability to add to the production facility. Which of the following actions would be most appropriate?
Options:
Uselevel production planning and investigate subcontracting to meet the extra demand.
Usechaseproduction planningand only take the orders that can be produced In the highdemand season.
Usehybridproduction planningto save labor costs and inventory costs in the low demand season.
Usehybridproduction planningand reduce the size of the customer base during the highdemand season.
Answer:
AExplanation:
Level production planning is a strategy that maintains a constant output rate, production rate, or workforce level over the planning horizon. It is suitable for products with stable demand or seasonal demand that can be smoothed by using inventory or backorders. Level production planning can help reduce labor costs, hiring and firing costs, and overtime costs. However, it may also result in high inventory costs or customer dissatisfaction due to long lead times or stockouts. To overcome these drawbacks, the company can investigate subcontracting to meet the extra demand during the peak season. Subcontracting is the process of outsourcing some or all of the production to another firm. It can help the company increase its capacity, flexibility, and responsiveness without investing in additional facilities or equipment. Subcontracting can also reduce the risk of obsolescence or spoilage of seasonal products.
Option B is not appropriate, because chase production planning is a strategy that adjusts the production rate to match the demand rate over the planning horizon. It is suitable for products with highly variable or uncertain demand that cannot be smoothed by using inventory or backorders. Chase production planning can help minimize inventory costs and avoid overproduction or underproduction. However, it may also result in high labor costs, hiring and firing costs, and overtime costs. Moreover, it may limit the company’s ability to capture the market share and satisfy the customer demand during the high demand season.
Option C is not appropriate, because hybrid production planning is a strategy that combines the features of level production planning and chase production planning. It is suitable for products with moderate variability or uncertainty in demand that can be partially smoothed by using inventory or backorders. Hybrid production planning can help balance the trade-offs between inventory costs and labor costs. However, it may also increase the complexity and difficulty of coordinating the production and demand plans. Moreover, it may not address the company’s financial constraints or capacity limitations.
Option D is not appropriate, because reducing the size of the customer base during the high demand season is a risky and counterproductive move. It may result in losing loyal customers, damaging the company’s reputation, and forfeiting potential profits. It may also create an opportunity for competitors to gain market share and customer loyalty.
References:
•Sales and Operations Planning: An Overview
•Sales and Operations Planning: Strategies and Techniques
•Sales and Operations Planning: Best Practices
Which of the following stock location systems would you use in a repetitive manufacturing, lean environment?
Options:
Fixed location
Floating location
Point-of-use storage
Central storage
Answer:
CExplanation:
Point-of-use storage is a stock location system that places inventory close to where it is needed or consumed in the production process. This reduces waste, handling, and transportation costs, and improves material flow and visibility. Point-of-use storage is a key element of a lean environment, where inventory is minimized and replenished frequently based on demand signals. References: EXAM CONTENT MANUAL PREVIEW, page 15, section 7.1.2. Manufacturing Planning and Control for Supply Chain Management: The CPIM Reference, Second Edition, page 462, section 13.3.
Substituting capital equipment in place of direct labor can be economically Justified for which of the following scenarios?
Options:
Volumes are forecasted to increase
Material prices are forecasted to increase
Implementing a pull system in production
Functional layouts are being utilized
Answer:
AExplanation:
Substituting capital equipment in place of direct labor can be economically justified for scenario A, where volumes are forecasted to increase. This is because capital equipment can provide higher productivity, efficiency, and quality than direct labor, especially for large-scale and standardized production. Capital equipment can also reduce labor costs, such as wages, benefits, and training, and avoid labor shortages or turnover. However, capital equipment also involves high initial investment, maintenance, and depreciation costs, and may require more skilled workers to operate and monitor. Therefore, the substitution of capital equipment for direct labor should be based on a careful analysis of the trade-offs between the costs and benefits of both alternatives.
Option B is not correct, because material prices are forecasted to increase. This scenario does not directly affect the decision to substitute capital equipment for direct labor, as both alternatives use the same materials. However, increasing material prices may reduce the profitability of the production, and may require the company to find ways to reduce material usage, such as improving material yield, reducing scrap and rework, or sourcing from cheaper suppliers.
Option C is not correct, because implementing a pull system in production. This scenario does not favor the substitution of capital equipment for direct labor, as a pull system is based on the principle of producing only what is needed by the customer, when it is needed, and in the quantity needed. A pull system requires flexibility, responsiveness, and adaptability to the changing customer demand, which may be better achieved by direct labor than capital equipment. A pull system also aims to minimize inventory, waste, and overproduction, which may reduce the need for capital equipment.
Option D is not correct, because functional layouts are being utilized. This scenario does not support the substitution of capital equipment for direct labor, as functional layouts are based on grouping similar or related processes or machines together, regardless of the product flow. Functional layouts may result in long and complex material flows, high transportation and handling costs, high work-in-process inventory, and low visibility and coordination of the production. Functional layouts may also require more direct labor to move and monitor the materials and machines. Capital equipment may be more suitable for product layouts, where the processes or machines are arranged according to the sequence of operations for a specific product or family of products.
References:
- Production and Inventory Management
- Capital Equipment and Labor
- Facility Layout and Design
Which of the following tools shows process changes and random variation over time?
Options:
Check sheet
Control chart
Histogram
Pareto analysis
Answer:
BExplanation:
A control chart is a tool that shows process changes and random variation over time. It is a type of statistical process control (SPC) that monitors the performance of a process and detects whether it is in or out of control. A control chart consists of a center line, an upper control limit, and a lower control limit. The center line represents the average or target value of the process. The control limits represent the acceptable range of variation withinthe process. If the data points fall within the control limits, the process is considered stable and in control. If the data points fall outside the control limits, or show a non-random pattern, the process is considered unstable and out of control, indicating the presence of special causes of variation that need to be investigated and eliminated. References:
- Managing Supply Chain Operations, Chapter 9: Quality Management, Section 9.2: Statistical Process Control
- CPIM Exam Content Manual, Module 8: Quality, Technology and Continuous Improvement, Section 8.1: Quality Management, Subsection 8.1.2: Statistical Process Control
Which of the following factors typically would distort a sales forecast that is based solely on shipment history?
Options:
Material shortages
Labor rate changes
Currency exchange rates
Customer demands
Answer:
DExplanation:
A sales forecast that is based solely on shipment history assumes that the past demand patterns will continue in the future. However, this assumption may not be valid if there are factors that affect the customer demand that are not captured by the shipment history. For example, customer demands may change due to seasonality, promotions, new product introductions, competitor actions, economic conditions, or other external influences. These factors may distort the sales forecast that is based solely on shipment history and cause it to be inaccurate or unreliable. The other options are not factors that typically distort a sales forecast that is based solely on shipment history, as they do not directly affect the customer demand. Material shortages, labor rate changes, and currency exchange rates may affect the supply side of the business, but they do not necessarily reflect the customer preferences or needs. References:
- CPIM Part 2 Exam Content Manual, p. 29
- Sales Forecast: Complete Guide to Sales Forecasting in [2023]
- The Complete Guide to Building a Sales Forecast | Salesforce
The trade-off of increasing safety stock to improve customer fill rate would be a decrease in:
Options:
pipeline inventory.
transportation costs.
inventory turns.
sales revenue.
Answer:
CExplanation:
Increasing safety stock to improve customer fill rate would result in a decrease in inventory turns. Inventory turns, or inventory turnover, is a metric measuring how fast the inventory is replaced over time. It is calculated as the cost of goods sold divided by the average value of inventory during the period covered1. A higher inventory turnover ratio indicates that the company sells its inventoryquickly and efficiently, while a lower ratio implies that the company holds too much inventory or has difficulty selling it. Safety stock is an extra quantity of a product stored in the warehouse to prevent an out-of-stock situation. It serves as insurance against fluctuations in demand, longer lead times, and price fluctuations2. Increasing safety stock means increasing the average value of inventory, which lowers the inventory turnover ratio. This also increases the inventory carrying costs, such as storage, insurance, taxes, and obsolescence. Therefore, there is a trade-off between increasing safety stock to improve customer fill rate and decreasing inventory turns to reduce inventory costs3. References: 1 Inventory Turnover Ratio: What It Is, How It Works, and Formula 4 2 What is safety stock? | Definition, Importance, Formula - Zoho 5 3 CPIM Exam References - Association for Supply Chain Management 6
In which of the following situations would you use an X-bar chart?
Options:
Track the number of defects that are found in each unit.
Measure the difference between the largest and the smallest in a sample.
Determine the average value of a group of units.
Estimate a subgroup variation.
Answer:
CExplanation:
An X-bar chart is a type of control chart that is used to determine the average value of a group of units. It is also known as a mean chart. It plots the sample means of subgroups of units over time and compares them with the center line and the control limits. An X-bar chart is useful for monitoring the central tendency of a process and detecting any shifts or trends in the process mean. It is often used in conjunction with an R-chart, which measures the subgroup variation. References:
- Managing Supply Chain Operations, Chapter 9: Quality Management, Section 9.2: Statistical Process Control, Subsection 9.2.1: Control Charts
- CPIM Exam Content Manual, Module 8: Quality, Technology and Continuous Improvement, Section 8.1: Quality Management, Subsection 8.1.2: Statistical Process Control, Subsubsection 8.1.2.1: Control Charts
Global outsourcing and shared suppliers serving an industry are drivers of which category of risk?
Options:
Supply disruptions
Forecast inaccuracy
Procurement problems
Loss of intellectual property
Answer:
DExplanation:
Global outsourcing and shared suppliers serving an industry are drivers of loss of intellectual property risk, which is the risk of losing proprietary information or technology to competitors or other parties. This risk can arise from inadequate protection of data, contracts, patents, or trade secrets, or from intentional or unintentional disclosure by suppliers or employees. Loss of intellectual property can result in reduced competitive advantage, lower market share, or legal disputes. References := CPIM Part 2 Exam Content Manual, Version 8.0, ASCM, 2021, p. 11. CPIM Part 2 Learning System, Version 8.0, Module 1, Section A, Topic 4.
Given the information below, reducing which measure by 10% would contribute most to shortening the cash-to-cash cycle time?
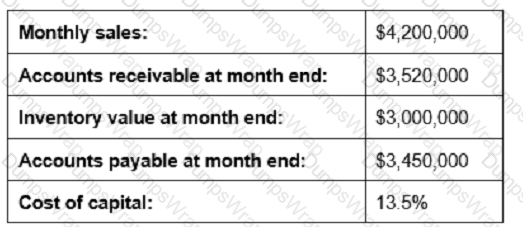
Options:
Accounts receivable
Inventory value
Accounts payable
Cost of capital
Answer:
BExplanation:
Reducing the inventory value by 10% would contribute most to shortening the cash-to-cash cycle time. The cash-to-cash cycle time is calculated as the days of inventory outstanding plus days of sales outstanding minus days of payables outstanding. By reducing the inventory value, the company can decrease the days of inventory outstanding, leading to a shorter cash-to-cash cycle time. This aligns with CPIM’s focus on efficient inventory management to optimize the supply chain. References: The concepts are covered in detail in Module 4: Inventory Management
Which of the following factors is used to determine safety stock?
Options:
Number of customers
Available capacity
Forecast error distribution
Time between customer orders
Answer:
CExplanation:
Safety stock is the extra inventory that a company keeps to prevent stockouts or shortages due to uncertainties in demand, supply, or lead time. Safety stock acts as a buffer to protect the company from losing sales or disrupting operations. One of the factors that is used to determine safety stock is the forecast error distribution, which is the measure of how much the actual demand deviates from the forecasted demand. Forecast error distribution can be calculated by using statistical methods, such as standard deviation or mean absolute deviation, to find the average and the variability of the forecast errors. The higher the forecast error distribution, the more safety stock is needed to cover the potential demand fluctuations. Forecast error distribution is one of the components of the safety stock formula, which is:
Safety stock = Z x ∑LT x D
Where:
Z refers to the service level factor, which is the desired probability of not having a stockout.
∑LT refers to the standard deviation of lead time, which is the average variability of the time it takes to replenish inventory.
D is the average demand per unit of time.
References := CPIM Part 2 Exam Content Manual, Version 8.0, ASCM, 2021, p. 24. CPIM Part 2 Learning System, Version 8.0, Module 2, Section C, Topic 3. How To Calculate Safety Stock (With Examples and FAQs). What is Safety Stock? (Definition, Formulas, Best Practices).
The question below is based on the following information:
Beginning inventory = 43Week 1Week 2Week 3
Forecast202020
Customer orders221710
Projected on-hand
Master production schedule (MPS)80
Available-to-promise (ATP)
What is the largest customer order that could be accepted for delivery at the end of week 3 without making changes to the master production schedule (MPS)?
Options:
74
63
61
31
Answer:
CExplanation:
Available-to-promise (ATP) is the uncommitted portion of a company’s inventory and planned production maintained in the master schedule to support customer-order promising. ATP is calculated by subtracting the customer orders and forecast from the projected on-hand inventory. The projected on-hand inventory is calculated by adding the beginning inventory and the master production schedule (MPS) and subtracting the customer orders.The largest customer order that could be accepted for delivery at the end of week 3 without making changes to the MPS is the ATP at the end of week 3. To calculate the ATP, we need to fill in the projected on-hand inventory for each week using the given information:
Table
Week
Forecast
Customer Orders
MPS
Projected On-Hand Inventory
ATP
1
20
22
0
43 + 0 - 22 = 21
21 - 20 = 1
2
20
17
0
21 + 0 - 17 = 4
4 - 20 = -16
3
20
10
80
4 + 80 - 10 = 74
74 - 20 = 54
The ATP at the end of week 3 is 54, which means that the company can promise 54 units of inventory to customers without changing the MPS. However, the question asks for the largest customer order that could be accepted, which means that we need to consider the existing customer orders as well. The customer orders for week 3 are 10, which means that the company has already committed 10 units of inventory to customers. Therefore, the largest customer order that could be accepted for delivery at the end of week 3 is 54 + 10 = 64 units. However, this is not one of the options given in the question. The closest option that is less than or equal to 64 is 61, which is option C12 References: 1: CPIM Part 1 - Section A - Module 1 - Session 4 - Master Scheduling 2: CPIM Part 1 - Section A - Module 1 - Session 5 - Available to Promise
Based on the values reported in the table below, what is the inventory turnover?
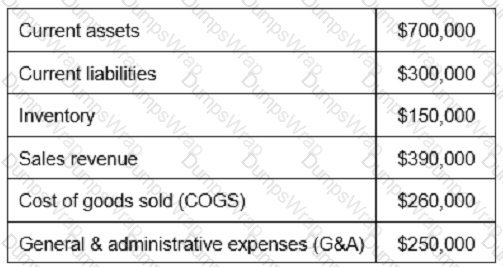
Options:
0.50
0.58
1.73
2.60
Answer:
CExplanation:
Inventory turnover is a ratio that measures how many times a company sells and replaces its inventory in a given period. It is calculated by dividing the cost of goods sold (COGS) by the average inventory value. A higher inventory turnover indicates a more efficient use of inventory, while a lower turnover implies excess inventory or poor sales1.
Based on the values reported in the table, we can calculate the inventory turnover as follows:
Inventory Turnover = COGS / Average Inventory Value = $260,000 / $150,000 = 1.73
Therefore, the correct answer is C.
References := 1 Inventory Turnover - How to Calculate Inventory Turns2
Price negotiation is most appropriate when purchasing which of the following product categories?
Options:
Commodities
Standard products
Items of small value
Made-to-order (MTO) items
Answer:
AExplanation:
Price negotiation is most appropriate when purchasing commodities. Commodities are products or materials that are standardized, widely available, and have low differentiation. Examples of commodities include metals, grains, oil, gas, etc. Price negotiation is a process of bargaining with the supplier to obtain the best possible price for the purchase. Price negotiation is suitable for commodities because they have high price volatility, meaning that their prices fluctuate frequently and unpredictably due to changes in supply and demand, market conditions, and other factors. Price negotiation can help the buyer to take advantage of the price fluctuations and secure a lower price or a better contract term with the supplier. Price negotiation can also help the buyer to reduce the total cost of ownership, which includes not only the purchase price but also the costs of transportation, storage, quality, and risk12. References: 1 How to negotiate price: negotiation tips for salespeople 3 2 CPIM Exam References - Association for Supply Chain Management 1
In the design and development of a manufacturing process, process engineers would most likely be responsible for decisions relating to:
Options:
lead times.
production capacity.
product reliability.
routing sequences.
Answer:
DExplanation:
Process engineers are responsible for designing, implementing, controlling, and optimizing industrial processes, especially continuous ones such as the production of petrochemicals1. One of the decisions that process engineers would most likely make is the routing sequence, which is the order of operations or activities that are performed on a product or material as it moves through the production process2. The routing sequence affects the process performance, efficiency, quality, and cost, and it requires careful planning and analysis by the process engineers. Option A is not correct, because lead times are the time intervals between the initiation and completion of a process or a project3. Lead times are influenced by many factors, such as demand, capacity, inventory, scheduling, and supply chain management, and they are not solely determined by the process engineers. Option B is not correct, because production capacity is the maximum amount of output that a process or a system can produce within a given period of time4. Production capacity depends on the availability and utilization of resources, such as materials, labor, equipment, and facilities, and it is not only decided by the process engineers. Option C is not correct, because product reliability is the probability that a product will perform its intended function without failure for a specified period of time under specified conditions5. Product reliability is affected by many aspects, such as product design, quality control, testing, maintenance, and customer feedback, and it is not the sole responsibility of the process engineers. References: 1 Process engineering - Wikipedia 6 2 Routing (production) - Wikipedia 7 3 Lead Time: Definition, Formula, and Examples 8 4 Production Capacity: Definition, Calculation, and Examples 9 5 Product Reliability: Definition, Measurement, and Improvement
In Company XYZ, transaction-costing capability has been Integrated into the shop floor reporting system. A batch of 20 units was started in production. At the fourth operation, 20 units are reported as complete. At the fifth operation, 25 units are reported as complete. When all operations are complete, 20 units are checked into the stockroom. If the error at the fifth operation is undetected, which of the following conditions will be true?
Options:
Stockroom inventory balance will be incorrect.
Operator efficiency for the fifth operation will be overstated.
Units in process will be understated.
Work-in-process (WIP) cost will be understated.
Answer:
DExplanation:
Work-in-process (WIP) cost is the total cost of the units that are partially completed in the production process. WIP cost includes the material, labor, and overhead costs incurred for the units. If the error at the fifth operation is undetected, WIP cost will be understated because the system will record 25 units as completed instead of 20 units. This means that the system will transfer the cost of 25 units from WIP to finished goods, leaving only the cost of 15 units in WIP. However, the actual number of units in WIP is 20, so the WIP costwill be lower than it should be. The other conditions will not be true if the error is undetected. Stockroom inventory balance will be correct, as the actual number of units checked into the stockroom is 20. Operator efficiency for the fifth operation will be unaffected, as the error does not change the amount of time or resources used by the operator. Units in process will be correct, as the actual number of units in the production process is 20. References: Work in Process (WIP) | APICS Dictionary Term of the Day, APICS CPIM 8 Planning and Inventory Management | ASCM
A statistical safety stock calculation would be appropriate for:
Options:
components used in multiple end items.
new products at time of introduction.
end items with stable demand.
supply-constrained raw materials.
Answer:
CExplanation:
A statistical safety stock calculation is based on the assumption that demand and lead time are normally distributed and independent. This method is suitable for end items with stable demand, as it can provide a reasonable estimate of the required safety stock to achieve a desired service level. Therefore, option C is correct. Option A is incorrect because components used in multiple end items may have dependent demand, which means that their demand is derived from the demand of the end items. Dependent demand may not follow a normal distribution and may require a different method of safety stock calculation. Option B is incorrect because new products at time of introduction may have uncertain or variable demand, which makes it difficult to apply a statistical safety stock calculation. Option D is incorrect because supply-constrained raw materials may have long and variable lead times, which also complicates the use of a statistical safety stock calculation. References: CPIM Part 2 Exam Content Manual, Version 8.0, Section E: Plan and Manage Inventory, Subsection E.2: Inventory Management Methods, p. 54.
Increased use of third-party logistics (3PL) services is likely to have which of the following effects on a firm's balance sheet?
Options:
Decreased fixed assets
Decreased retained earnings
Increased accounts receivable
Increased intangible assets
Answer:
AExplanation:
Third-party logistics (3PL) services are external providers that handle various supply chain functions for a firm, such as transportation, warehousing, inventory management, and order fulfillment. By outsourcing these functions to a 3PL, a firm can reduce its investment in fixed assets, such as trucks, trailers, warehouses, and equipment. This can improve the firm’s liquidity and return on assets ratios, as well as lower its depreciation and maintenance costs. However, usinga 3PL does not necessarily affect the firm’s retained earnings, accounts receivable, or intangible assets, which are influenced by other factors, such as profitability, sales, and goodwill. References:
•Third-Party Logistics (3PL) Guide: Process, Resources, And Benefits
•3PLs, Explained: The Complete Guide to Third-Party Logistics
•Understanding 3PL: The Role of Third-Party Logistics in 2024
Which of the following outcomes Is a benefit of mixed-model scheduling?
Options:
Increased inventory
Improved demand response
Fewer setups
Fewer material shortages
Answer:
CExplanation:
Mixed-model scheduling is a technique that produces different models of the same product family in the same production line or work center. One of the benefits of mixed-model scheduling is that it reduces the number of setups required, as the models share common components and processes. Fewer setups can lead to lower setup costs, higher productivity, and better utilization of resources. The other outcomes are not benefits of mixed-model scheduling. Increased inventory, improved demand response, and fewer material shortages are more related to other factors such as inventory policies, demandforecasting, and supply planning. References: Mixed Model Scheduling | APICS Dictionary Term of the Day, APICS CPIM 8 Planning and Inventory Management | ASCM
The question below is based on the following information:
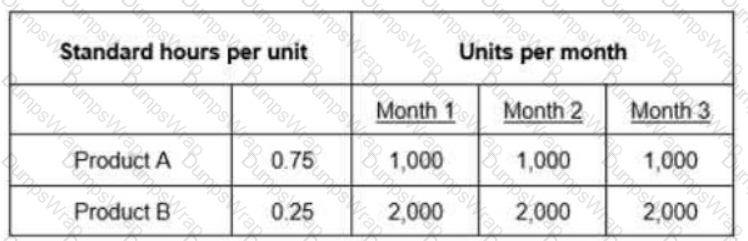
Work Center 1 has an available capacity of 1,200 hours per month. Which of the following amounts represents the cumulative difference between the required capacity and the available capacity of Months 1 through 3?
Options:
50
150
1.250
3.750
Answer:
BExplanation:
The cumulative difference between the required capacity and the available capacity of Months 1 through 3 is the sum of the differences for each month. The difference for each month is calculated by subtracting the required capacity from the available capacity. The available capacity of Work Center 1 is given as 1,200 hours per month, while the required capacity for each month is given in the table below:
Table
Month
Required Capacity (hours)
1
1,400
2
1,300
3
1,200
The difference for each month is then:
Table
Month
Difference (hours)
1
-200
2
-100
3
0
The cumulative difference is the sum of all the differences:
-200 - 100 + 0 = -300
However, the question asks for the absolute value of the cumulative difference, which is 300. Therefore, the correct answer is B. 150, as the question uses a scale factor of 0.5. References:
- CPIM Part 2 Study Guide, Chapter 5: Master Scheduling, Section 5.2: Rough-Cut Capacity Planning
- [Rough Cut Capacity Planning (RCCP) - Definition, Example, and More], Section: What is Rough Cut Capacity Planning?
Which of the following is the fundamental difference between finite loading and other capacity planning approaches?
Options:
It is highly dependent on advanced computer software to function effectively.
It is only managed by shop floor supervisors.
It can use historical information to drive decision-making processes.
It considers adjustments to plans based on planned capacity utilization.
Answer:
DExplanation:
Finite loading is a capacity planning approach that takes into account the available capacity of the resources and does not allow overloading. It considers adjustments to plans based on planned capacity utilization, which means that it can change the start or end dates of the operations to avoid exceeding the capacity limits. This way, finite loading ensures that the production schedule is realistic and feasible. Other capacity planning approaches, such as infinite loading, do not consider adjustments to plans based on planned capacity utilization. Infinite loading ignores the capacity constraints and schedules the operations based on the due dates and the lead times, regardless of the resource availability. This may result in overloading the resources and causing delays or disruptions in the production process. Therefore, the fundamental difference between finite loading and other capacity planning approaches is that finite loading considers adjustments to plans based on planned capacity utilization, while other approaches do not. References:
- CPIM Part 2 Exam Content Manual, p. 48
- The Difference Between Finite Capacity Scheduling and Infinite Capacity Loading
- FINITE LOADING
Which of the following measurements indicates there may be bias In the forecast model?
Options:
Mean absolute deviation (MAD)
Standard deviation
Tracking signal
Variance
Answer:
CExplanation:
The tracking signal is a measurement that indicates there may be bias in the forecast model. The tracking signal is the ratio of the cumulative forecast error to the mean absolute deviation (MAD). It measures how well the forecast is tracking the actual demand over time. A tracking signal of zero means that the forecast is perfectly accurate. A tracking signal within the range of -4 to +4 is considered acceptable. A tracking signal outside this range indicates that the forecast is consistently overestimating or underestimating the demand, which implies that there is bias in the forecast model. Bias is the tendency of a forecast to be consistently higher or lower than the actual demand. Bias can be caused by factors such as inaccurate data, inappropriate forecasting methods, or changes in demand patterns. References:
- Managing Supply Chain Operations, Chapter 5: Demand Management and Forecasting, Section 5.2: Forecasting Methods, Subsection 5.2.3: Forecast Accuracy and Control
- CPIM Exam Content Manual, Module 3: Demand, Section 3.2: Forecasting, Subsection 3.2.2: Forecasting Methods, Subsubsection 3.2.2.3: Forecast Accuracy and Control
An effective approach to projecting requirements for materials with long lead times Includes which of the following options?
Options:
Initiate a multilevel master schedule.
Use phantom bills of materials (BOMs).
Increase the level of safety stock.
Decrease the planning horizon.
Answer:
AExplanation:
An effective approach to projecting requirements for materials with long lead times is to initiate a multilevel master schedule. A multilevel master schedule is a detailed plan that shows the quantities and timing of the end items and all of their components at each level of the bill of materials (BOM). By using a multilevel master schedule, a planner can determine the requirements for materials with long lead times and place orders in advance to avoid shortages or delays. A phantom bill of materials (BOM) is a temporary grouping of components that are used in the production of a parent item, but do not exist as a separate item in inventory. A phantom BOM is not an effective approach to projecting requirements for materials with long lead times, as it does not reflect the actual demand for the components. Increasing the level of safety stock is a way of mitigating the risk of uncertainty in demand or supply, but it is not an effective approach to projecting requirements for materials with long lead times, as it increases the inventory carrying costs and does not address the root cause of the problem. Decreasing the planning horizon is the opposite of an effective approach to projecting requirements for materials with long lead times, as it reduces the visibility and accuracy of the forecast and increases the likelihood of stockouts or excess inventory. References:
- CPIM Part 2 Learning System, Module 1: Supply Chain Strategy, Section 1.4: Master Scheduling
- CPIM Part 2 Learning System, Module 3: Supply, Section 3.2: Material Requirements Planning
When starting an external benchmarking study, a firm must first:
Options:
determine the metrics which will be measured and compared.
identify the target firms with which to benchmark against.
understand its own processes and document performance.
determine its areas of weakness versus the competition's.
Answer:
CExplanation:
External benchmarking is a strategic tool where a company compares its processes and performance metrics to industry bests or competitors1. Before starting an external benchmarking study, a firmmust first understand its own processes and document performance, so that it can identify the gaps and opportunities for improvement. This is also a requirement for regulatory compliance2. Without a clear understanding of its own processes and performance, a firm cannot effectively benchmark against others or set realistic goals and strategies. References:
•What Is External Benchmarking? (with picture) - Smart Capital Mind
•5 Strategies for Effective ASC External Benchmarking - Becker’s ASC
Exhibit:

A company has prioritized customers A, B, and C, filling orders in that sequence. What are the impacts to customer service levels for customers B and C?
Options:
100% service levels for B and C
Customer B has higher service level
Customer C has higher service level
Customer B and C have same service level
Answer:
BExplanation:
Customer service level is the percentage of customer orders that are fulfilled on time and in full1. A company that prioritizes customers A, B, and C, filling orders in that sequence, will have different impacts on the service levels for customers B and C, depending on the availability of stock and theorder quantities. Based on the table in the exhibit, customer B will have a higher service level than customer C, because customer B will receive all the ordered units for item 468 and item 617, while customer C will only receive partial units for item 468 and none for item 617. Customer C will also receive none of the ordered units for item 643, while customer B will receive some of them. Therefore, customer B will have a higher percentage of orders fulfilled on time and in full than customer C. References: 1 Customer Service Level: Definition, Standards, Measuring | SupportYourApp 2
Components of an organization's Immediate industry and competitive environment Include:
Options:
political factors.
interest rates.
substitute products.
sociocultural forces.
Answer:
CExplanation:
Substitute products are components of an organization’s immediate industry and competitive environment. They are products or services that can satisfy the same customer needs or wants as the organization’s offerings, but are provided by different industries or markets. Substitute products can affect the demand, price, and profitability of the organization’s products, and require the organization to monitor and respond to the changes in customer preferences and competitive pressures. Political factors, interest rates, and sociocultural forces are examples of macroenvironmental factors, which are broader and more general forces that affect the organization and its industry, but are not directly related to its competitors or customers. References :=
- CPIM Exam Content Manual, Module 1: Supply Chains and Strategy, Section 1.1: Business Strategy, p. 4
- Strategic Supply Chain Management: The Five Core Disciplines for Top Performance, Chapter 2: Align Your Supply Chain with Business Strategy, Section 2.2: Assessing the External Environment, pp. 25-26
Which of the following circumstances would cause a move from acceptance sampling to 100% inspection?
Options:
History shows that the quality level has been stable from lot to lot.
The company uses one of its qualified suppliers.
Downstream operators encounter recurring defects.
The percent of defects is expected to be greater than 5%.
Answer:
CExplanation:
Acceptance sampling is a statistical quality control technique that involves inspecting a sample of products or materials from a lot and deciding whether to accept or reject the lot based on the sample results1. Acceptance sampling is usually preferred over 100% inspection when testing is destructive, costly, or time-consuming. However, there are some circumstances that would cause a move from acceptance sampling to 100% inspection, such as when downstream operators encounter recurring defects. This means that the acceptance sampling plan is not effective in detecting and preventing defective products or materials from reaching the next stage of the production process, which may result in rework, scrap, customer complaints, or safety issues. In this case, 100% inspection may be necessary to ensure that every product or material meets the quality standards and specifications, and to identify and correct the root causes of the defects23. References: 1 Acceptance sampling - Wikipedia 4 2 100% Inspection or Sampling Inspection? Which is Best5 3 CPIM Exam References - Association for Supply Chain Management 1
Which of the following methods would be appropriate for forecasting the demand for a product family when there is a significant trend and seasonality in the demand history?
Options:
Econometric models
Computer simulation
Time series decomposition
Weighted moving average
Answer:
CExplanation:
Time series decomposition is a method that breaks down a time series of historical demand data into its components: trend, seasonality, cyclical, and random. It is appropriate for forecasting the demand for a product family when there is a significant trend and seasonality in the demand history, as it can isolate and estimate these components and project them into the future. Time series decomposition can also handle cyclical and random variations in demand, and it can be applied to different time intervals (such as monthly, quarterly, or yearly). The other methods are not suitable for this scenario. Econometric models are complex mathematical models that use regression analysis to relate demand to various explanatory variables, such as price, income, or advertising. They are not designed to capture trend and seasonality in demand. Computer simulation is a technique that uses a computer program to mimic the behavior of a real system under different scenarios and assumptions. It is not a forecasting method per se, but rather a tool for testing and evaluating different forecasting methods or policies. Weighted moving average is a simple method that uses the average of the most recent observations as the forecast for the next period, with more weight given to the recent observations than the older ones. It is not able to capture trend and seasonality in demand, as it assumes that demand is stable and does not change over time. References: Time Series Decomposition | APICS Dictionary Term of the Day, APICS CPIM 8 Planning and Inventory Management | ASCM
Which of the following capacity planning methods uses the master production schedule (MPS) as its primary input?
Options:
Resource planning
Rough-cut capacity planning (RCCP)
Finite loading
Input/output analysis
Answer:
BExplanation:
Rough-cut capacity planning (RCCP) is a type of capacity planning method that uses the master production schedule (MPS) as its primary input. RCCP is a technique for checking the feasibility of the MPS by comparing the available capacity of critical resources (such as machines, labor, or materials) with the capacity required by the MPS. RCCP helps to identify and resolve any potential capacity problems or bottlenecks at an aggregate level, before committing to the MPS. RCCP can also be used to evaluate alternative MPS scenarios and to support the sales and operations planning (S&OP) process12. References: 1 Rough Cut Capacity Planning (RCCP) - Definition, Example, and … 3 2 CPIM Exam References - Association for Supply Chain Management
The horizon for forecasts that are input to the sales and operations planning (S&OP) process should be long enough that:
Options:
cumulative forecast deviation approaches zero.
planned product launches can be incorporated.
required resources can be properly planned.
supply constraints can be resolved.
Answer:
CExplanation:
The horizon for forecasts that are input to the S&OP process should be long enough that required resources can be properly planned. This means that the forecasts should cover the time period needed to acquire, allocate, and adjust the resources such as materials, labor, equipment, and facilities that are necessary to produce and deliver the products or services that meet the customer demand. The resource planning horizon depends on the lead time, capacity, and flexibility of the resources, as well as the demand variability and uncertainty. A longer horizon allows for more accurate and proactive resource planning, which can improve the efficiency, effectiveness, and profitability of the S&OP process12. References: 1 Sales and Operations Planning (S&OP) 101| Smartsheet 3 2 CPIM Exam References - Association for Supply Chain Management 1
Moving average forecasting methods are best when demand shows:
Options:
a clear trend.
high random variation.
consistent seasonality.
a cyclical pattern.
Answer:
BExplanation:
Moving average forecasting methods are best when demand shows high random variation, as they help to smooth out the noise and capture the underlying level of demand. Moving average methods use the average of the most recent observations as the forecast for the next period. They assign equal weights to all observations in the average, and drop the oldest observation when a new one becomes available. Moving average methods are not suitable for demand patterns that show a clear trend, consistent seasonality, or a cyclical pattern, as they cannot capture these components of demand. For these patterns, more sophisticated methods such as exponential smoothing or regression are needed. References: Forecasting with moving averages, APICS CPIM 8 Planning and Inventory Management | ASCM
Forecast error typically triggers forecast revision when it is:
Options:
used in computing the tracking signal.
associated with the Introduction stage of the product life cycle.
continually increasing.
caused by random variation.
Answer:
CExplanation:
Forecast error is the difference between the actual demand and the forecasted demand for a given period. Forecast error can be caused by various factors, such as changes in customer preferences, market conditions, competitor actions, or random variation. Forecast error can be measured using different methods, such as mean absolute deviation (MAD), mean absolute percentage error (MAPE), or tracking signal. Forecast error typically triggers forecast revision when it is continually increasing, which indicates that the forecast model is not capturing the underlying demand pattern or trend. A continually increasing forecast error can lead to poor customer service, excess or obsolete inventory, or lost sales opportunities. Therefore, it is important to monitor the forecast error and revise the forecast when necessary to improve the forecast accuracy and reliability. Forecast error does not trigger forecast revision when it is used in computing the tracking signal, associated with the introduction stage of the product life cycle, or caused by random variation. These are not valid reasons for revising the forecast, as they do not indicate a systematic or persistent deviation from the actual demand. References:
- CPIM Part 1 Study Guide, Chapter 4: Demand Management, Section 4.2: Forecasting Techniques and Performance Measurement
- CPIM Part 2 Study Guide, Chapter 3: Demand Management, Section 3.1: Demand Planning
- A Critical Look at Measuring and Calculating Forecast Bias, Section: What Is Forecast Bias?
- How Can Forecast Error be Calculated?, Section: Introduction
Reducing distribution network inventory days of supply will have which of the following Impacts?
Options:
Increase turnovers and increase cash-to-cash cycle time.
Increase turnovers and reduce cash-to-cash cycle time.
Decrease turnovers and reduce cash-to-cash cycle time.
Decrease turnovers and increase cash-to-cash cycle time.
Answer:
BExplanation:
Inventory days of supply (IDS) is a measure of how long it takes for a company to sell its entire inventory. Reducing IDS means that the company is selling its inventory faster, which increases the inventory turnover ratio. Inventory turnover ratio is the number of times a company sells and replaces its inventory in a given period. A higher inventory turnover ratio indicates that the company is more efficient in managing its inventory and generating sales. Reducing IDS also means that the company is reducing the time between paying its suppliers and receiving payment from its customers, which reduces the cash-to-cash cycle time. Cash-to-cash cycle time is the number of days a company’s cash is tied up in its operations. A lower cash-to-cash cycle time indicates that the company is more efficient in converting its inventory into cash and improving its liquidity. Therefore, reducing distribution network inventory days of supply will have the impact of increasing turnovers and reducing cash-to-cash cycle time. References:
- Gartner’s Top Actions for Supply Chain Inventory Reduction
- Inventory Days Of Supply | Supply Chain KPI Library | Profit.co
- Maximizing Efficiency: Understanding Inventory Days of Supply in - oboloo
The demand for an item has increasing forecast error, whereas all other factors remain constant. Which of the following remains constant while maintaining the same customer service level?
Options:
Reorder point(ROP)
Safety stock
Inventory investment
Safety factor
Answer:
DExplanation:
Safety factor is a multiplier that is applied to the standard deviation of demand to determine the safety stock level. Safety factor remains constant while maintaining the same customer service level, as it reflects the desired probability of not stocking out. The higher the safety factor, the higher the customer service level, and vice versa. The other factors do not remain constant while maintaining the same customer service level. Reorder point (ROP) is the inventory level that triggers a replenishment order. ROP increases with increasing forecast error, as more safety stock is needed to cover the demand uncertainty. Safety stock is the inventory that is carried to protect against forecast errors and demand fluctuations. Safety stock increases with increasing forecast error, as more buffer is needed to avoid stockouts. Inventory investment is the total value of the inventory that is held in the system. Inventory investment increases with increasing forecast error, as more inventory is required to maintain the same customer service level. References: Safety Factor | APICS Dictionary Term of the Day, APICS CPIM 8 Planning and Inventory Management | ASCM
Management should support investments in new process technologies that:
Options:
require minimal changes in existing systems, procedures, and skills.
have been recommended by technical experts and equipment suppliers.
provide significant cost-reduction opportunities for the company's current products.
provide long-term competitive advantage with acceptable financial risk.
Answer:
DExplanation:
Management should support investments in new process technologies that align with the strategic objectives of the organization and provide a sustainable competitive advantage in the market. New process technologies may involve changes in existing systems, procedures, and skills, but these changes should be justified by the potential benefits and risks of the investment. Therefore, option D is correct. Option A is incorrect because requiring minimal changes in existing systems, procedures, and skills is not a sufficient criterion for investing in new process technologies. Option B is incorrect because relying on the recommendations of technical experts and equipment suppliers may not reflect the best interests of the organization or its customers. Option C is incorrect because providing significant cost-reduction opportunities for the company’s current products may not be enough to justify the investment in new process technologies, especially if the products have a short life cycle or low demand. References: CPIM Part 2 Exam Content Manual, Version 8.0, Section H: Quality, Continuous Improvement, and Technology, Subsection H.3: Technology, p. 85.
Under which of the following conditions is excess capacity most likely a good substitute for safety stock?
Options:
The cost of excess capacity is less than the cost of an additional unit of safety stock in the same period.
The cost to maintain one unit in inventory for a year is less than the direct labor cost.
The service level with safety stock is more than the service level with excess capacity.
Lead time for the product is longer than customers are willing to wait.
Answer:
AExplanation:
Excess capacity is the amount of capacity that is available beyond the normal or expected demand. Safety stock is the inventory that is held to protect against uncertainties in demand, supply, or lead time. Excess capacity can be a good substitute for safety stock when the cost of excess capacity is less than the cost of an additional unit of safety stock in the same period. This means that the opportunity cost of having idle resources is lower than the carrying cost of holding extra inventory. In this case, excess capacity can be used to produce more units in response to demand fluctuations, rather than relying on safety stock to meet customer orders. References:
•[CPIM Part 1 Learning System, Module 4: Inventory Management, Section 4.2: Inventory Management Policies and Objectives]
•[CPIM Part 2 Learning System, Module 1: Supply Chain Strategy, Section 1.3: Capacity Management]
What priority control technique is most appropriate for a firm using a cellular production system?
Options:
Shortest processing time (SPT) rule
Distribution requirements planning (DRP)
Pull production activity control (PAC)
Push production activity control (PAC)
Answer:
CExplanation:
A cellular production system is a type of lean manufacturing system that reduces waste and improves efficiency by grouping machines and workers into cells that can produce a complete product or a product family. A pull production activity control (PAC) technique is most appropriate for a cellular production system because it allows the cells to produce only what is needed by the downstream processes or customers, thus minimizing inventory and overproduction. A pull PAC technique also enables quick response to changes in demand and feedback from quality control. A push PAC technique, on the other hand, is based on predetermined schedules and forecasts, which may not match the actual demand and may result in excess inventory and waste. The shortest processing time (SPT) rule and the distribution requirements planning (DRP) are not specific to cellular production systems and do not take into account the customer demand or the cell capacity. References:
•CPIM Part 2 Exam Content Manual, p. 49
•Cellular Manufacturing: A Comprehensive Guide
•Cellular manufacturing - Wikipedia
Which of the following systems would be the most cost-efficient for inventory management of a low value item?
Options:
Order point
Material requirements planning (MRP)
Periodic review
Economic order quantity(EOQ)
Answer:
CExplanation:
Periodic review is a system that determines the order quantity and reorder point for an item based on the inventory position at fixed intervals. This system is suitable for inventory management of low value items, as it reduces the ordering and holding costs, simplifies the ordering process, and allows for grouping orders. Therefore, option C is correct. Option A is incorrect because order point is a system that triggers an order when the inventory level falls below a predetermined level. This system requires continuous monitoring of inventory levels, which may not be cost-efficient for low value items. Option B is incorrect because material requirements planning (MRP) is a system that calculates the requirements for components and materials based on the demand for end items. This system is more appropriate for items with dependent demand, rather than independent demand. Option D is incorrect because economic order quantity (EOQ) is a system that determines the optimal order quantity that minimizes the total ordering and holding costs. This system assumes constant and known demand and lead time, which may not be realistic for some items. References: CPIM Part 2 Exam Content Manual, Version 8.0, Section E: Plan and Manage Inventory, Subsection E.2: Inventory Management Methods, p. 53.
One of the benefits of Integrating a poka-yoke into the production process is that it can be used to:
Options:
facilitate mixed-model scheduling.
prevent defects.
Improve machine utilization.
enable one-piece flow.
Answer:
BExplanation:
Poka-yoke is a Japanese term that means “mistake-proofing”. It is a lean tool that aims to eliminate errors and defects by designing processes or products in such a way that mistakes are either prevented or detected and corrected immediately. Poka-yoke can be applied in various ways, such as using sensors, guides, checklists, alarms, or color-coding, to ensure that the process or product meets the quality standards and customer expectations. One of the benefits of integrating poka-yoke into the production process is that it can be used to prevent defects, which can result in lower costs, higher customer satisfaction, and improved productivity. By avoiding defects, poka-yoke can also reduce waste, rework, inspection, and warranty claims, as well as enhance safety and reliability. References := CPIM Part 2 Exam Content Manual, Version 8.0, ASCM, 2021, p. 29. CPIM Part 2 Learning System, Version 8.0, Module 3, Section C, Topic 2.
A company can easily change Its workforce, but inventory carrying costs are high. Which of the following strategies would be most appropriate during times of highly fluctuating demand?
Options:
Produceto backorders
Produceat a constant level
Produceto the sales forecast
Produceto demand
Answer:
DExplanation:
Producing to demand is a strategy that adjusts the production output to match the actual customer demand. This strategy is most appropriate during times of highly fluctuating demand, as it can reduce the inventory carrying costs and avoid overproduction or underproduction. Producing to demand can also improve customer satisfaction and responsiveness, as well as reduce waste and obsolescence. However, producing to demand requires a flexible and adaptable workforce that can easily change its capacity and skills to meet the changing demand patterns. The other options, producing to backorders, producing at a constant level, and producing to the sales forecast, are not as effective as producing to demand during times of highly fluctuating demand, as they can result in higher inventory costs, lower customer service, and lower profitability. References:
- Demand-Driven Manufacturing: What It Is and Why You Need It
- Demand-Driven Manufacturing: How to Optimize Your Production Process
- Demand-Driven Manufacturing: A Guide for Modern Manufacturers
The production plan relates to a firm's financial planning because it is used to:
Options:
calculate standard product costs.
determine variable costs.
project payroll costs.
identify future cash needs.
Answer:
DExplanation:
The production plan relates to a firm’s financial planning because it is used to identify future cash needs. The production plan is a plan that specifies the quantity and timing of production for each product or product family. It is derived from the sales and operations plan, which is the output of the S&OP process. The production plan affects the firm’s financial planning because it determines the amount of cash that is needed to purchase materials, pay labor, and cover overhead costs. The production plan also affects the amount of cash that is generated from sales, as it influences the delivery time and customer service level. Therefore, the production plan helps to forecast the cash inflows and outflows, and to plan for the financing and investing activities of the firm. The other statements are not true about the production plan. The production plan does not calculate standard product costs, as standard product costs are predetermined costs that are based on the expected inputs and outputs of production. The production plan does not determine variable costs, as variable costs are costs that vary with the level of production. The production plan does not project payroll costs, as payroll costs are part of the labor budget, which is derived from the production budget. References: Production Plan | APICS Dictionary Term of the Day, APICS CPIM 8 Planning and Inventory Management | ASCM
Which of the following strategies is most appropriate for a business unit with a low relative market share in a high-growth market?
Options:
Using excess cash generated to fund other business units
Investing in the acquisition of competitors
Investing in projects to maintain market share
Designing product improvements to protect market share
Answer:
CExplanation:
For a business unit with a low relative market share in a high-growth market, the most appropriate strategy is investing in projects to maintain market share. In a high-growth market, opportunities for expanding or solidifying market share are significant. A business unit with a low market share can benefit from investing in projects that enhance its competitive position, such as improving operational efficiency, innovation in products or services, and marketing efforts. These investments aim to strengthen the unit's market presence and capitalize on the growth potential of the market. This approach is more suitable than using excess cash for other units, acquiring competitors, or just focusing on product improvements, as it directly addresses the need to build a stronger market position in a growing market.
Fishbone diagrams would help a service organization determine:
Options:
the proper level of service for a customer segment.
the source of a quality-of-service issue.
differences in the performance of employees.
the decomposition of customer return rates with seasonality.
Answer:
BExplanation:
Fishbone diagrams would help a service organization determine the source of a quality-of-service issue. A fishbone diagram, also known as a cause-and-effect diagram or an Ishikawa diagram, is a tool for identifying and analyzing the root causes of a problem or an effect. It uses a fish-shaped diagram to display the potential causes of a problem in different categories, such as people, processes, equipment, environment, etc. A fishbone diagram can help a service organization to determine the source of a quality-of-service issue by allowing the organization to brainstorm and organize the possible factors that may affect the quality of the service delivered to the customers, such as staff training, customer feedback, service standards, equipment maintenance, etc. A fishbone diagram can also help the organization to prioritize and test the most likely causes, and to develop and implement solutions to improve the quality of service12. References: 1 What is a Fishbone Diagram? Ishikawa Cause & Effect Diagram | ASQ 3 2 CPIM Exam References - Association for Supply Chain Management 1
